-

泊头市润业环保科技有限公司
主营:除尘器,除尘配件,除尘布袋,除尘骨架 - 13231759399

泊头市润业环保科技有限公司
主营:除尘器,除尘配件,除尘布袋,除尘骨架 9
9
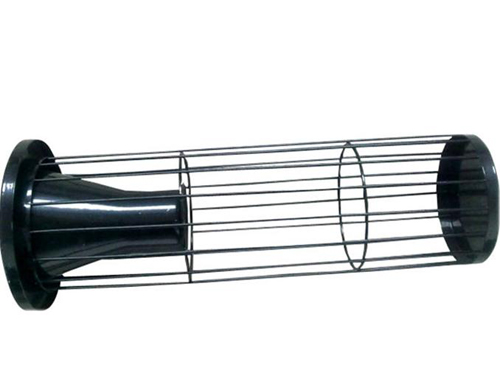
除尘骨架的设计及制做工艺
除尘器我们使用的是圆形袋笼,按照滤袋技术方案选择袋笼的直径、长度、结构形式等;而旋转喷吹除尘器则选用的是扁形多节袋笼,结构形式、节数、长度则随具体的设计而不同。
本公司生产的除尘器骨架(除尘袋笼)是在消化引进先进技术的基础上进行二次开发的,除尘骨架的实际设计参数是根据除尘器设计方案的变化而改变。
在袋笼设计环节中,必须对除尘器的实际工况了解准确、全面,才能够正确的选择袋笼的原材料、喷涂材料,对袋笼的结构强度要求决定了袋笼结构形式。合理的设计是确保袋笼正常工作、保证未来单机脉冲除尘器优质运行的前提条件。
1、原材料。优质的原材料是生产合格产品的基础。由于生产厂家的生产工艺的差异,我们所使用的圆钢丝的物理性能不尽相同,对于我们来说,必须进行试验,了解所用的原材料的性能,与其他批次的原材料进行对比试验,试生产后,才能合理的制定出生产技术参数。
2、生产工艺。合理安排工艺路径是保证质量的关键。两种除尘骨架结构不同,所以生产的工序有所差异,相同的是:绞直、打环、焊环、焊袋笼、焊顶盖、焊底盖,扁袋笼还有变形环的成型,以及焊插板的工序环节。每一道工序的品质都将影响成品的质量,所以在安装设备时就要考虑到生产工艺的工序安排,既要能配合快速有序,又要便于检查监督,废品、残次品和成品分区摆放有序,设立标志便于区分和后期处理。
除尘骨架口底的技术要求及应用范围
骨架口底工作阻力主要由结构阻力、清洁滤布阻力和滤布上附着粉尘层阻力三部门组成
1、滤袋除尘骨架口底应有足够的强度、刚度、垂直度和尺寸的准确度,以防受压变形,运输中损坏,滤袋装入除尘器后相互接触以及装袋困难、袋框摩擦等情况的发生;
2、滤袋除尘骨架口底表面必须做防腐处理,可用喷塑、涂漆或电镀,用于高温的防腐处理剂应满足高温的要;
3、所有的焊点必须牢固,不允许有脱焊、虚焊和漏焊;除尘骨架口底与滤袋接触的表面应光滑,不允许有焊疤凹凸不平和毛刺。
我公司生产的袋笼外表精致美观,坚固耐用,不弯曲、无毛刺,符合国标要求。制作上经调直、硬化、截断,点焊时焊点压痕深度不大于经纬冷拔照的25%。圆形的绕制、截断、对焊、打毛、抛光、整形、校正规范。袋笼经剪裁、落料、拉伸、弯形等工序,产品以行标JB/T5917-91标准检验合格,最后镀锌、硅防腐建装出厂。
我公司生产的滤袋框架(袋笼)采用国际上较先进的高频直流多点焊接技术一次焊接成型,其特点焊接牢固,外表光洁挺直,克服了手工焊接焊点不均易磨损滤袋的缺陷。,骨架是滤袋的肋骨,骨架的质量直接影响滤袋的工作状态与使用寿命,对外滤式脉冲除尘器而言,滤袋骨架及附件是非常重要的.好的骨架设计及制造能够有助于袋除尘器达到较佳性能,并有利于滤袋的耐久性。
袋笼表面采用国外引进的静电喷涂高温烘烤设备进行表面上漆处理;产品特点:刚性坚固、尺寸精准、表面光滑、耐腐蚀、寿命长;我厂骨架的年生产能力250万米,广泛应用于冶金、化工、建材等行业,特别适用于钢铁行业和燃煤电厂袋式除尘器。